誠信立業(yè)??品質為本
高端智能焊接設備服務商
高新技術企業(yè)ISO9001
服務熱線:135-3042-8982

超聲波焊接機在繼電器上的應用
隨著國民經濟的發(fā)展���,超聲波塑料焊接技術越來越成熟�����,它不但大量應用于汽車、電子����、日用輕工等行業(yè),而且開始應用于低壓電器行業(yè)。其具有許多優(yōu)點:清潔�����,無污染��;高效�,焊接時間短,能適應批量生產�;成本低,不消耗輔助材料�����,僅消耗少量電能 及壓縮空氣�;簡化零件及模具設計制造���,對于復雜零件����,可將其分解為兩個或兩個以上的簡單零件��, 成型后再焊接成一個復雜的零件����;質量優(yōu)��,焊接質量不但滿足商品性能要求�,而且可提高外觀水平�����, 如其焊接工序合理����,則焊接質量非常穩(wěn)定。
超聲波焊接原理:
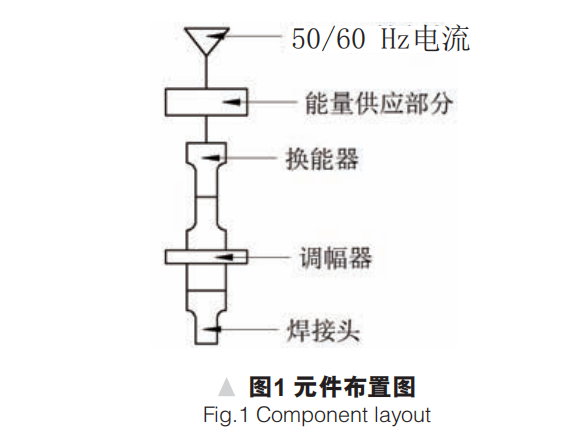
超聲波焊接機一般由發(fā)生器���、聲學系統(tǒng)和加壓 系統(tǒng)等3部分組成�����。發(fā)生器將50 Hz的工頻電流轉 化成20 Hz的高頻交流電�,以激勵聲學系統(tǒng)���,聲學系統(tǒng)將電能轉化為同頻率的機械振動能�,這個振動能 通過焊頭在靜壓力的作用下傳遞給工件�����。超聲振 動導致焊接表面凸凹交變變形,這種微觀不平通過 塑料分子間的摩擦將振動能轉化為熱能���,并熔化這 些凸凹點�,使之流動�����,最后形成接頭����。不僅如此,一 般要人為地增加凸凹點——導能筋����,以保證焊接質 量穩(wěn)定���、控制容易�。圖1所示為主要元件的基本布置����。
換能器—調幅器—焊接頭組合,可以借氣動系 統(tǒng)在工件上面升降,令焊接頭以預定的壓力和速度 與零件接觸�����。在多數(shù)的焊接過程中��,需要在超聲波 能量施加之前����,就在零件上施以壓力。所謂動力觸 發(fā)機構����,即空氣缸和換能器之間的執(zhí)行元件,可以 保證在超聲能施加之前對零件加壓�����。
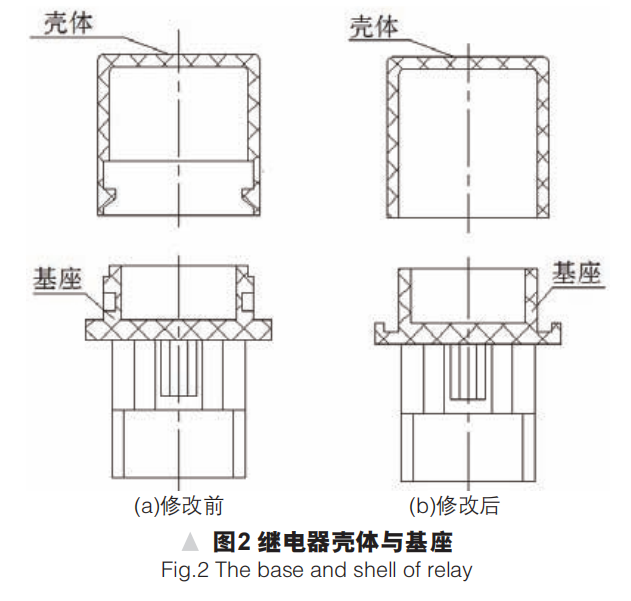
繼電器殼體結構特點如圖2(a)所示����,繼電器殼體的下部內側對稱布 置了兩個卡扣凸塊,基座上部左右兩側對稱布置了 兩個凹槽�,兩者在殼體與基座裝配時以卡扣形式相連接。這種連接方式導致殼體���、基座的內側與外部分別分布有凸塊���、凹槽���,導致其注塑成型模具必 須具有側抽芯機構,使得模具結構復雜����,提高了生 產成本,并且卡扣裝配過程中容易出現(xiàn)損壞�����?����;?以上原因�����,將殼體與基座結構改為圖2(b)所示結構��, 避免了成型模具使用側抽芯機構�,同時采用超聲波 焊接(點焊模式)對繼電器殼體結構進行連接,既能 降低繼電器組件的生產成本�,也可大大提高生產效 率。
利用超聲波對PA材料繼電器殼體進行焊接是一種有效�、可行的方法。采用合理的工藝可以得到較為滿意的焊接質量����。焊接的成功主要取決下列幾點:焊接方案的合理選擇;封口參數(shù)的設定���;焊頭及夾具的設計���;適當?shù)暮附訁?shù)選擇。在應用于繼電器組裝時����,應充分考慮到超聲波能量對繼電器 線圈、嵌件的影響�,對焊接參數(shù)作適當調整,使超聲波不對其他部件造成損傷��。